企業(yè)信息化建設(shè)管理的路徑與服務(wù)資源整合
隨著數(shù)字化轉(zhuǎn)型浪潮席卷全球,企業(yè)信息化建設(shè)已成為提升核心競(jìng)爭(zhēng)力、優(yōu)化運(yùn)營(yíng)效率的關(guān)鍵戰(zhàn)略。有效的管理不僅關(guān)乎技術(shù)部署,更涉及組織、流程與服務(wù)的全面協(xié)同。本文將以《企業(yè)信息化建設(shè)管理》為切入點(diǎn),結(jié)合相關(guān)資源如CSDN文庫(kù)中的材料,探討企業(yè)信息化建設(shè)的核心路徑與專業(yè)服務(wù)支持。
一、企業(yè)信息化建設(shè)的管理框架
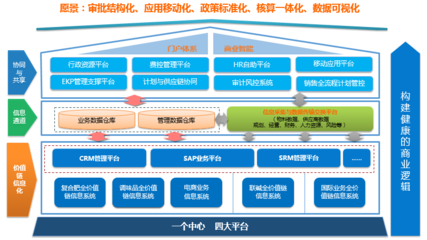
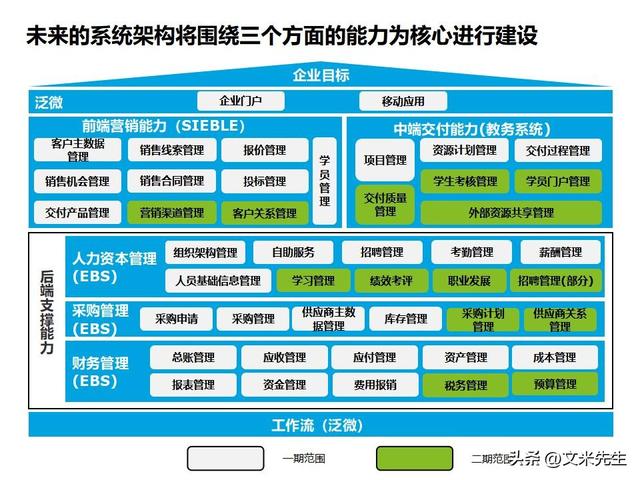
企業(yè)信息化建設(shè)管理是一個(gè)系統(tǒng)性工程,通常涵蓋戰(zhàn)略規(guī)劃、項(xiàng)目實(shí)施、運(yùn)維保障與持續(xù)優(yōu)化四大階段。戰(zhàn)略規(guī)劃需明確信息化目標(biāo)與業(yè)務(wù)對(duì)齊,確保技術(shù)投入驅(qū)動(dòng)商業(yè)價(jià)值;項(xiàng)目實(shí)施強(qiáng)調(diào)資源調(diào)配、進(jìn)度控制與風(fēng)險(xiǎn)管理;運(yùn)維保障關(guān)注系統(tǒng)穩(wěn)定性與安全性;持續(xù)優(yōu)化則基于數(shù)據(jù)反饋進(jìn)行迭代升級(jí)。這一框架要求企業(yè)具備清晰的治理結(jié)構(gòu),實(shí)現(xiàn)IT與業(yè)務(wù)的深度融合。
二、資源整合:以CSDN文庫(kù)為例
在信息化建設(shè)過(guò)程中,知識(shí)資源的獲取與利用至關(guān)重要。例如,CSDN文庫(kù)等平臺(tái)提供了大量實(shí)踐案例、技術(shù)文檔與管理模板,如《企業(yè)信息化建設(shè)管理lqr000.pptx》這類資料,可為企業(yè)提供參考范式。企業(yè)應(yīng)積極挖掘此類開放資源,結(jié)合內(nèi)部需求進(jìn)行定制化學(xué)習(xí),降低試錯(cuò)成本。參與行業(yè)社區(qū)交流,能夠及時(shí)跟蹤技術(shù)趨勢(shì),避免信息孤島。
三、專業(yè)化服務(wù)的價(jià)值
企業(yè)信息化建設(shè)常需外部服務(wù)支持,包括咨詢、開發(fā)、集成與培訓(xùn)等。專業(yè)服務(wù)機(jī)構(gòu)能幫助企業(yè)彌補(bǔ)技術(shù)短板,加速落地進(jìn)程。例如,通過(guò)引入成熟的“企業(yè)信息化建設(shè)服務(wù)”,可快速搭建從云計(jì)算到數(shù)據(jù)分析的解決方案,確保項(xiàng)目合規(guī)性與前瞻性。服務(wù)選擇應(yīng)注重供應(yīng)商的行業(yè)經(jīng)驗(yàn)、服務(wù)案例及持續(xù)運(yùn)維能力,以形成長(zhǎng)期伙伴關(guān)系。
四、挑戰(zhàn)與應(yīng)對(duì)策略
信息化建設(shè)面臨諸多挑戰(zhàn),如預(yù)算約束、人才短缺、系統(tǒng)兼容性等。企業(yè)需采取務(wù)實(shí)策略:一是分階段實(shí)施,優(yōu)先聚焦高價(jià)值場(chǎng)景;二是加強(qiáng)內(nèi)部培訓(xùn),培育復(fù)合型IT團(tuán)隊(duì);三是采用模塊化架構(gòu),提升系統(tǒng)靈活性。建立跨部門協(xié)作機(jī)制,確保業(yè)務(wù)部門深度參與,避免技術(shù)脫離實(shí)際需求。
五、未來(lái)展望
隨著人工智能、物聯(lián)網(wǎng)等新技術(shù)發(fā)展,企業(yè)信息化將向智能化、生態(tài)化演進(jìn)。管理重點(diǎn)需從“建設(shè)”轉(zhuǎn)向“運(yùn)營(yíng)”,通過(guò)數(shù)據(jù)驅(qū)動(dòng)決策,構(gòu)建動(dòng)態(tài)適應(yīng)的數(shù)字平臺(tái)。企業(yè)應(yīng)保持開放心態(tài),持續(xù)整合內(nèi)外部資源與服務(wù),將信息化轉(zhuǎn)化為可持續(xù)的創(chuàng)新引擎。
企業(yè)信息化建設(shè)管理是一項(xiàng)持續(xù)演進(jìn)的旅程。通過(guò)科學(xué)框架指導(dǎo)、優(yōu)質(zhì)資源利用及專業(yè)服務(wù)加持,企業(yè)不僅能提升運(yùn)營(yíng)效能,更能在數(shù)字時(shí)代構(gòu)筑持久優(yōu)勢(shì)。
如若轉(zhuǎn)載,請(qǐng)注明出處:http://www.aalacic.cn/product/31.html
更新時(shí)間:2026-04-18 11:38:13